Alter the Axial Depth
In difficult-to-machine metals, when a pocket or similar deep feature is milled in successively deeper Z-axis levels, oxidation and chemical reaction can affect the tool at the upper surface level of each cut. The solution: Change the axial depth of cut for each pass.
Share














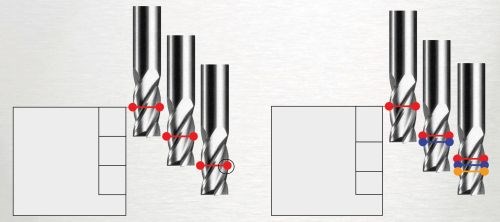
In difficult-to-machine metals, when a pocket or similar deep feature is milled in successively deeper Z-axis levels, oxidation and chemical reaction can affect the tool at the upper surface level of each cut. Early damage to the tool can, therefore, occur at this one spot. The tool might have to be changed because of the wear at this one spot, even though the rest of the tool’s flute length is sharp.
The solution: Change the axial depth of cut for each pass. This will distribute the problem area to different points along the tool, as the drawing above suggests.
This practical advice is one of 10 tips for machining titanium recently provided by cutting tool supplier Stellram.
Related Content
-
Toolpath Improves Chip Management for Swiss-Type Lathes
This simple change to a Swiss-type turning machine’s toolpath can dramatically improve its ability to manage chips.
-
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
-
Quick-Change Tool Heads Reduce Setup on Swiss-Type Turning Centers
This new quick-change tooling system enables shops to get more production from their Swiss turning centers through reduced tool setup time and matches the performance of a solid tool.